Komplex budov na dohľad od druhého najväčšieho anglického mesta Birmingham z hlavnej cesty ani nevidno. Z nej badať len malú učupenú budovu s veľkými oknami vyvedenú na tradičný britský štýl – malé tehličky na nej dopĺňa dokonale zelený anglický trávnik. Strom a nenápadné logá naznačujú sídlo jedného z najväčších výrobcov hliníkových diskov priamo pre výrobcov áut, ako aj produkcie pre masový segment po anglicky známy ako „aftermarket“.


O zástupcoch značky zo Slovenska vedela "celá" firma Rimstock :)
Z kvádra do disku
Prvým štádiom liateho hliníkového disku je hrubá surovina, v tomto prípade úzke a dlhé kvádre hliníka. Rimstock ich nakupuje vo veľkom a práve cena tejto komodity na svetových trhoch do veľkej miery určuje konečné cenníky pre zákazníkov. Medzi odberateľmi sú aj prvotriedne svetové značky ako Aston Martin, Lotus, McLaren, úpravca značky Range Rover – spoločnosť Overfinch, Mercedes, VW, Subaru, či anglické ministerstvo obrany a mnohé ďalšie.

Veľký výrobca = veľké skladové zásoby




Kváder hliníka je najprv prostredníctvom špeciálneho stroja pripomínajúceho obrovskú lokomotívu a jeho pobočníka v podobe kotla ako z čarodejníckych rozprávok roztavený. Tvarovateľná hmota potom prechádza procesom odliatia do presnej formy a začína pripomínať samotný disk. Následne každý jeden kus prechádza cez röntgen. Tu zamestnanec sleduje detaily a kontroluje, či nemá bežným okom neviditeľné poškodenie. Ak áno, vracia sa naspäť do výroby alebo sa likviduje.
S dobrým kusom sa začína pracovať najprv vyrezaním stredného otvoru. Najvyššie modely ako Pro Race ešte čaká vysoká tepelná úprava, ktorá umožňuje, aby boli disky Team Dynamics pevné a zároveň ľahké, nakoľko sa z nich ukrajuje toľko materiálu, koľko je len pri zachovaní tuhosti možné. Pripravené koleso následne putuje niekoľkými spracovaniami v podobe lakovania, striekania a dolaďovania posledných detailov tak, aby mohlo prísť do skladov. V čase našej návštevy tu bolo približne 60-tisíc kusov originálneho príslušenstva priamo pre automobilky, ako aj kusov pre masový segment.
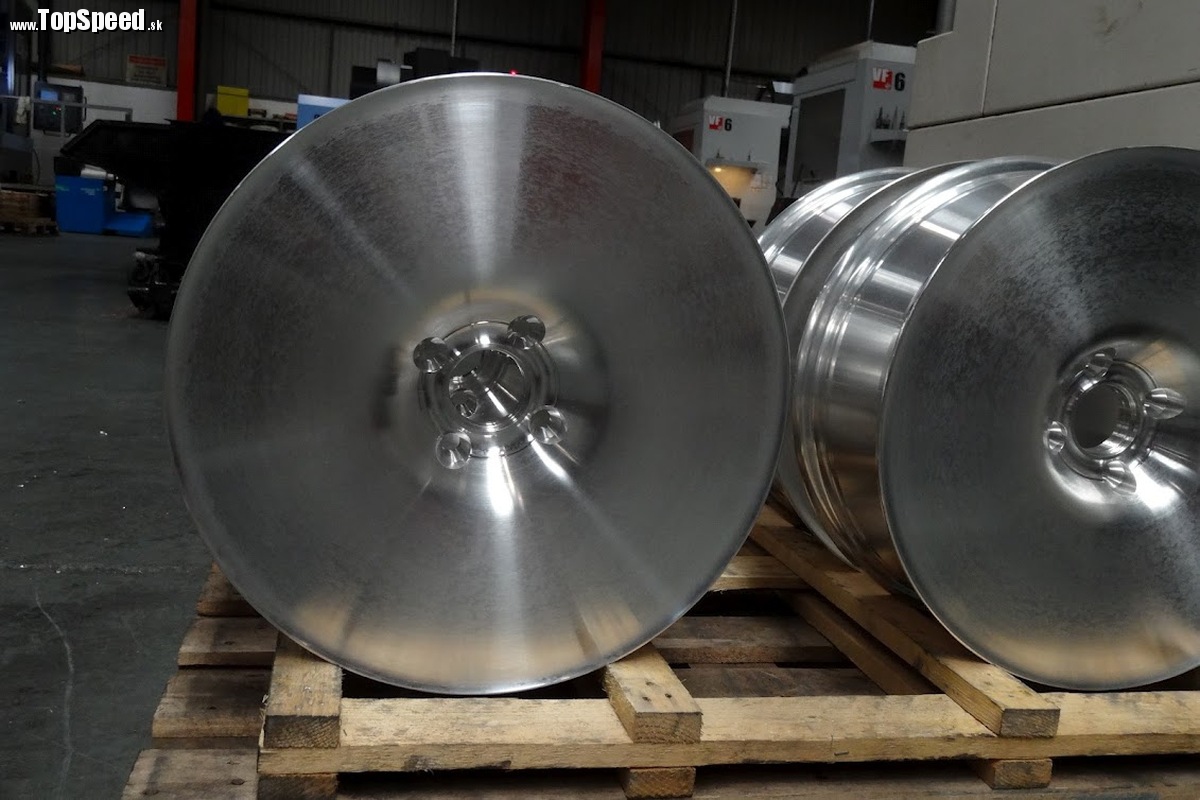
Verili by ste, že z tohto raz bude zvodný hliníkový disk?
Výroba ľahkých kolies na auto je náročnejší proces, než sa zdá.
Brúsenie a rezanie
Odlišná situácia je v prípade špeciálnych kovaných diskov, ktoré sú pri nižšej váhe ešte pevnejšie. Pravda, aj drahšie. Firma vyrába pre koncových užívateľov len niekoľko typov v rámci série Team Dynamics (napríklad Focus RS), väčšina ide do prvovýroby značiek spomínaných v úvode.

Takto vyzerá fáza opracovania hliníkového polotovaru frézovaním.



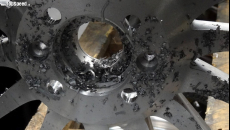
Prvým štádiom kovaného disku je akýsi útvar pripomínajúci palacinku, preto ich aj všetci vo firme volajú „pancakes“. Z toho získava rezaním v špeciálnych strojoch definitívnu podobu disku. Stroje si dokážu disk ľubovoľne otočiť a vyformovať z neho na základe presných parametrov a zhluku na pohľad nezmyselných čísel presne zadaný model.
Okrem hluku pri tom vzniká aj obrovské množstvo odpadu a samotné koleso potrebuje niekoľko ďalších procesov na spracovanie do finálnej podoby. Špecialitou výrobcu sú aj silné disky pre potreby armády, ktoré vydržia útoky strelnou zbraňou a pre niekoľko ton ťažké auto zabezpečia odvoz na minimálne 50 kilometrov aj pri prasknutej pneumatike. Technológia má názov Tyron.

Surové disky nevyzerajú nijak zvodne...


Postup v skratke:
1. Roztaviť hliník
2. Pod nízkym tlakom natlačiť do foriem, nechať vychladnúť
3. Röntgen kontrola
4. Vyrezanie srdca (tuším to tak volali) a odstránenie prebytočného materiálu
5. Pretekárske modely zahriať na cca 500 stupňov Celzia
6. Úprava – robí sa ET a rozostupy dier
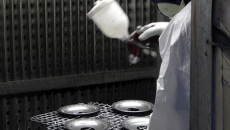
7. Lakovacia linka
Kúpeľ v 12 kadiach (čistenie a ošetrenie proti korózii)
Preloženie na lakovací robot alebo ručné lakovanie
Pec (cca 100 stupňov)
Po vychladnutí kontrola kvality, chybné kusy sa vracajú na opieskovanie a nový lak, zložitejšie úpravy idú na mašinu a späť na lakovaciu linku
8.Kolesá idú na sklad, alebo priamo k zákazníkovi...
Ľuboš Mistrík
konateľ Team Dynamics Slovakia, s.r.o.